Taktile Vermessung – präzise 3D-Bauteilprüfung auf ZEISS PRISMO
Taktile 3D-Vermessung im klimatisierten Messraum in Offenburg. Wir prüfen Maße, Form- und Lagetoleranzen, Erstmuster und Serienmerkmale nach ISO 1101 und ISO GPS – reproduzierbar, rückführbar und mit klarer Konformitätsaussage im auditfesten Prüfbericht.
Taktile Messung anfragen → (0781) 9904727Taktile Vermessung auf einen Blick
Messtechnische Glaubwürdigkeit – in Zahlen belegt
Taktile Vermessung ist kein Versprechen, sondern ein technisch klar abgesichertes Messverfahren. Unsere Ausstattung, unser Messumfeld und unser Normbezug schaffen die Grundlage für auditfeste Ergebnisse – von der Erstbemusterung bis zur Serienprüfung.
Was wir taktil für Sie vermessen
Von der Einzelteilprüfung nach Zeichnung bis zur vollständigen Erstbemusterung und Serienbegleitung – die taktile Koordinatenmesstechnik deckt das gesamte Spektrum zeichnungsrelevanter Prüfmerkmale ab.
Form- und Lagetoleranzen prüfen
Ebenheit, Rundheit, Zylinderform, Parallelität, Rechtwinkligkeit, Koaxialität, Position und weitere zeichnungsrelevante Merkmale nach ISO 1101 – inklusive sauber definiertem Bezugssystem.
Maßhaltigkeit nach Zeichnung oder CAD
Vollständige Maßprüfung aller Innen- und Außenmaße, Bohrungen, Durchmesser und Passungen mit toleranzgerechter Bewertung und klar dokumentierter Messunsicherheit.
Erstbemusterung (EMPB & PPAP)
Erstmusterprüfberichte nach VDA Band 2 oder PPAP Level 3. Nachvollziehbare Dokumentation für Freigaben, Lieferantenaudits und Serienanlauf – auf Wunsch inklusive Werkstoff- und Funktionsbewertung.
Serienmessung & SPC
Wiederholbare CNC-Messprogramme in ZEISS CALYPSO für Stichproben, Serienanläufe und Prozessüberwachung. Messdaten SPC-tauglich für statistische Prozessregelung exportierbar.
CAD-Soll-Ist-Vergleich
Direkter Abgleich mit STEP-, IGES- oder CATPart-Modellen. Definierte Merkmale werden taktil erfasst und sauber gegen das CAD-Referenzmodell ausgewertet – ideal für Werkzeugkorrektur und Freigaben.
Reklamation & Ursachenanalyse
Unabhängige Messgutachten bei Lieferanten-, Produktions- oder Freigabethemen. Belastbare Messergebnisse für klare technische und kaufmännische Entscheidungen.
Warum taktile Vermessung?
Die taktile Messung ist immer dann das Verfahren der Wahl, wenn definierte Geometrieelemente mit hoher Genauigkeit und reproduzierbarer Strategie geprüft werden sollen. Statt nur flächige Abweichungen sichtbar zu machen, lassen sich Bezugssysteme, Maße sowie Form- und Lagetoleranzen gezielt und normgerecht bewerten.
Bei funktionskritischen Merkmalen, engen Toleranzen, Präzisionsteilen und wiederkehrenden Prüfabläufen ist die taktile 3D-Koordinatenmesstechnik deshalb häufig die messtechnisch sauberere und wirtschaftlich sinnvollere Lösung – insbesondere in Automotive, Medizintechnik, Luftfahrt und Präzisionsfertigung.
- Hohe Genauigkeit – Längenmessabweichung im einstelligen Mikrometerbereich nach ISO 10360.
- Reproduzierbarkeit – einmal programmiert, immer gleich gemessen – auditfest und rückführbar.
- Normgerechte Auswertung – Form- und Lagetoleranzen nach ISO 1101 sauber gegen definierte Bezüge bewertet.
- Klare Konformitätsaussage – pro Merkmal IO/NIO, inklusive Messunsicherheit und Dokumentation.
Taktil oder optisch – wann passt was?
ZEISS PRISMO & klimatisierter Messraum in Offenburg
Hochpräzise taktil-scannende Koordinatenmesstechnik – mit rückführbarer Messunsicherheit, definierten Messstrategien und einem Umfeld, das für industrielle Lohnvermessung, EMPB und Serienbegleitung ausgelegt ist.
Gemessen wird auf dem ZEISS PRISMO, einem Portal-Koordinatenmessgerät für hochpräzise taktile und scannende Messaufgaben – mit einer Längenmessabweichung von MPE_E = 1,0 + L/350 µm nach ISO 10360-2. In Kombination mit ZEISS CALYPSO entstehen strukturierte, reproduzierbare Messprogramme für Einzelteile, Prototypen und Serienbauteile.
Unser klimatisierter Messraum bei 20 ± 1,0 °C minimiert thermische Einflüsse und schafft die Voraussetzungen für rückführbare Ergebnisse. Das Messumfeld ist auf industrielle Lohnvermessung, EMPB und Serienbegleitung ausgelegt – inklusive gesicherter Prozesse für Anlieferung, Rückgabe und Dokumentation.
- ZEISS PRISMO – Portal-KMG für taktil-scannende Hochpräzisionsmessung
- Scanning-Tastkopf VAST gold – Messkraft 50–1000 mN, Tasterkugel-Ø ab 0,3 mm
- ZEISS CALYPSO – programmierbare Messabläufe, CAD-Import (STEP / IGES / CATPart)
- Messvolumen 1000 × 2000 × 700 mm – Sweet-Spot für Präzisionsbauteile bis 600 kg
| Merkmal | Typ | Norm |
|---|---|---|
| Längenmaße, Durchmesser Innen- und Außenmaße | Maßprüfung | ISO 14405 |
| Ebenheit, Rundheit, Zylindrizität Formtoleranzen | Formprüfung | ISO 1101 |
| Parallelität, Rechtwinkligkeit, Position Lagetoleranzen | Lageprüfung | ISO 1101 |
| Koaxialität, Symmetrie Bezugsbasierte Lage | Lageprüfung | ISO 1101 |
| Messsystem-Fähigkeit MPE_E = 1,0 + L/350 µm | KMG-Abnahme | ISO 10360-2 |
| Konformitätsaussage Entscheidungsregel mit Messunsicherheit | Entscheidung | ISO 14253-1 |
Typische Einsatzbereiche der taktilen Vermessung
Taktile 3D-Vermessung ist überall dort gefragt, wo Zeichnung, Funktion und Dokumentation zusammenkommen. Diese Anwendungsfälle bilden den Alltag in unserem Messraum in Offenburg.
Erstmusterprüfung (EMPB / PPAP)
Vollständige Bemusterung für Lieferantenfreigabe und Serienanlauf nach VDA Band 2 oder PPAP Level 3 – mit sauberer GPS-Auswertung und dokumentierter Messunsicherheit.
Werkzeugkorrektur & Bemusterung
Präzise Ist-Werte für Werkzeug- und Formenbau: Korrekturschleifen bei Spritzguss-, Fräs- und Stanzwerkzeugen werden datenbasiert statt „nach Gefühl“ gefahren.
Reklamation & Gutachten
Unabhängige Messergebnisse zur Klärung technischer Streitfälle mit Lieferanten, Kunden oder intern – sauber dokumentiert, rückführbar und auditfest.
Serien- & Stichprobenmessung
Wiederholbare CNC-Messprogramme für Serie, Stichprobe und Wareneingang – ideal für laufende Produktionsüberwachung mit SPC-fähiger Datenausgabe.
Prototypen & Serienanlauf
Frühe taktile Bewertung kritischer Merkmale in der Entwicklungsphase – bevor die Serie anläuft und bevor Freigabeentscheidungen unter Zeitdruck getroffen werden müssen.
Wareneingang & Lieferantenfreigabe
Prüfung von Zukaufteilen gegen Spezifikation und Zeichnung – zur Qualitätssicherung, Lieferantenbewertung und Vermeidung von Folgekosten in der Fertigung.
So läuft Ihre taktile Vermessung ab
Ein klar strukturierter Prozess – von der Anfrage bis zum auditfesten Prüfbericht. Sie sehen vorab, was Sie senden und was Sie erhalten.
Anfrage & Unterlagen
Sie senden Zeichnung, CAD-Modell, Stückzahl und gewünschten Berichtsumfang. Auf Wunsch unter NDA. Wir prüfen Messbarkeit und definieren gemeinsam die Prüfmerkmale.
Machbarkeit & Messstrategie
Wir stimmen Bezugssystem, Antaststrategie, Taster und Auswertung ab. Sie erhalten ein verbindliches Angebot mit Festpreis und kalkulierter Durchlaufzeit.
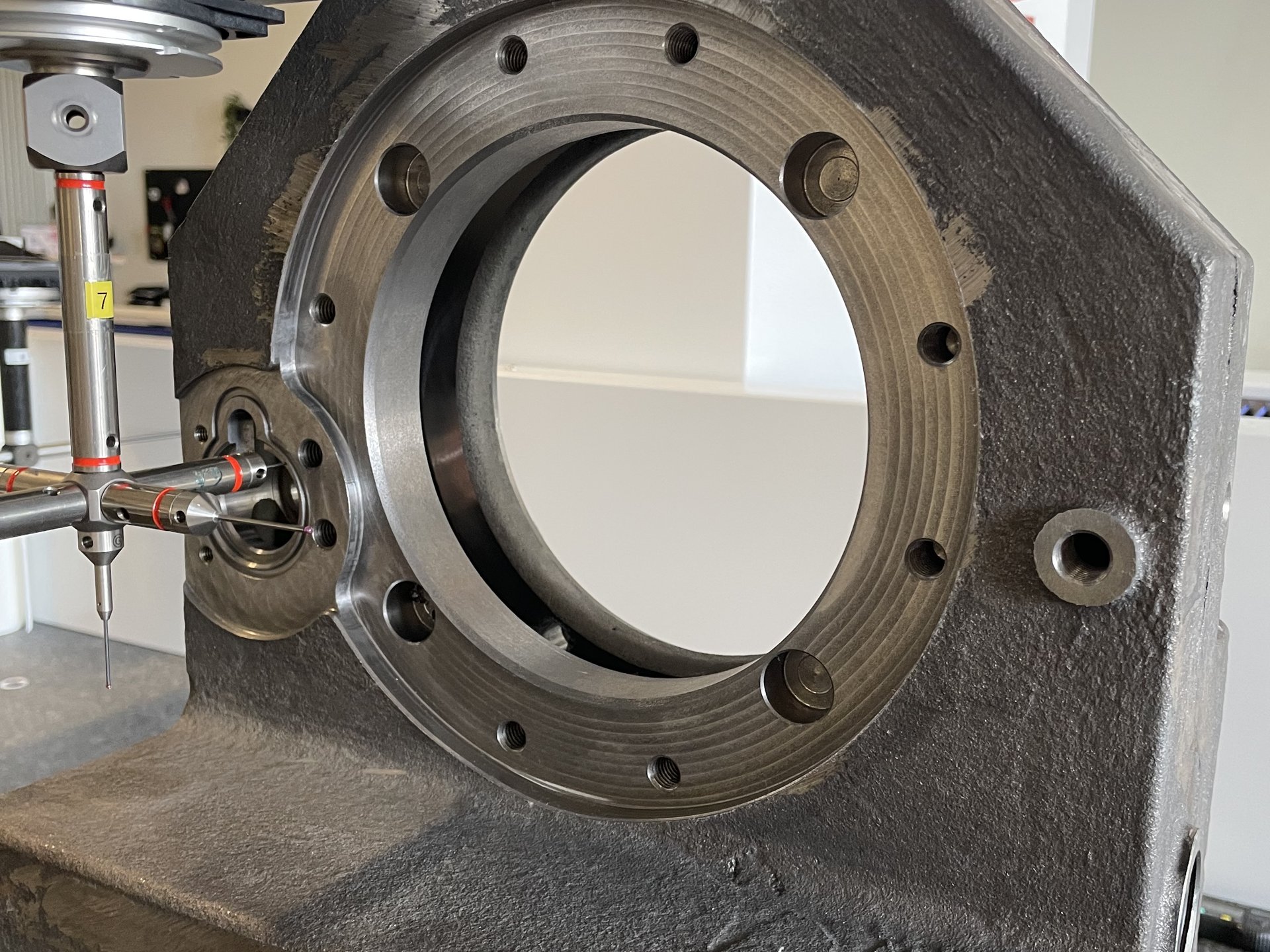
Taktile Messung auf ZEISS PRISMO
Aufspannung, Ausrichtung und Antastung im klimatisierten Messraum. Einzelpunktmessung und Scanning, je nach Merkmal – nach ISO 1101 und ISO GPS programmiert.
Auswertung & Konformitätsbewertung
Soll-Ist-Vergleich, Messunsicherheit, Toleranzbewertung und Konformitätsaussage pro Merkmal (IO / NIO) – auf Wunsch als EMPB oder PPAP-Dokumentation.
Prüfbericht & Rückgabe
Übergabe des strukturierten Prüfberichts in PDF, auf Wunsch zusätzlich mit SPC-Daten, EMPB- oder PPAP-Formblatt. Rückversand oder Abholung der Bauteile nach Absprache.
Taktile Koordinatenmesstechnik – konsequent auf Belastbarkeit ausgelegt
Wir sind kein Werbepartner für Messmittel, sondern ein spezialisierter Messdienstleister. Unsere Kunden können sich auf ein klares Ergebnis, auf echte Normtreue und auf eine professionelle Abwicklung verlassen.
Herstellerunabhängiger Messdienstleister
Ergebnisse, die Sie sowohl intern als auch gegenüber Kunden und Lieferanten argumentieren können – belastbar, neutral und fachlich sauber dokumentiert.
Reproduzierbare Messprogramme
Einmal programmiert, beliebig oft wiederholbar: Sie erhalten für jede Serie dasselbe, definierte Prüfergebnis – ohne Drift durch wechselnde Bediener oder Bedingungen.
Auditfeste Dokumentation
Prüfberichte halten Audits stand: ISO-Normbezug, Messunsicherheit, Rückführbarkeit und Konformitätsaussage sind Standard – nicht Option.
Kurze Kommunikationswege
Direkter Kontakt zum Messtechniker statt Ticketsystem. Wir besprechen Machbarkeit, Prioritäten und kritische Merkmale persönlich.
Standort Carl-Zeiss-Straße · Ortenau
Carl-Zeiss-Straße 18b, 77656 Offenburg – im Herzen der Präzisions- und Automotive-Region Ortenau / Südlicher Oberrhein. Betreuung bundesweit, mit kurzen Wegen für Kunden in Baden-Württemberg und dem Schwarzwald.
Vertraulichkeit & NDA
Entwicklungsbauteile, Prototypen und sensible Geometrien werden selbstverständlich diskret behandelt. Vertraulichkeitsvereinbarungen sind für uns Alltag.
Was Sie von uns zurückerhalten
Echte Beispiele aus unserem Messraum – so sehen Prüfberichte, Auswertungen und Erstmusterdokumentation aus, die Sie von uns bekommen.
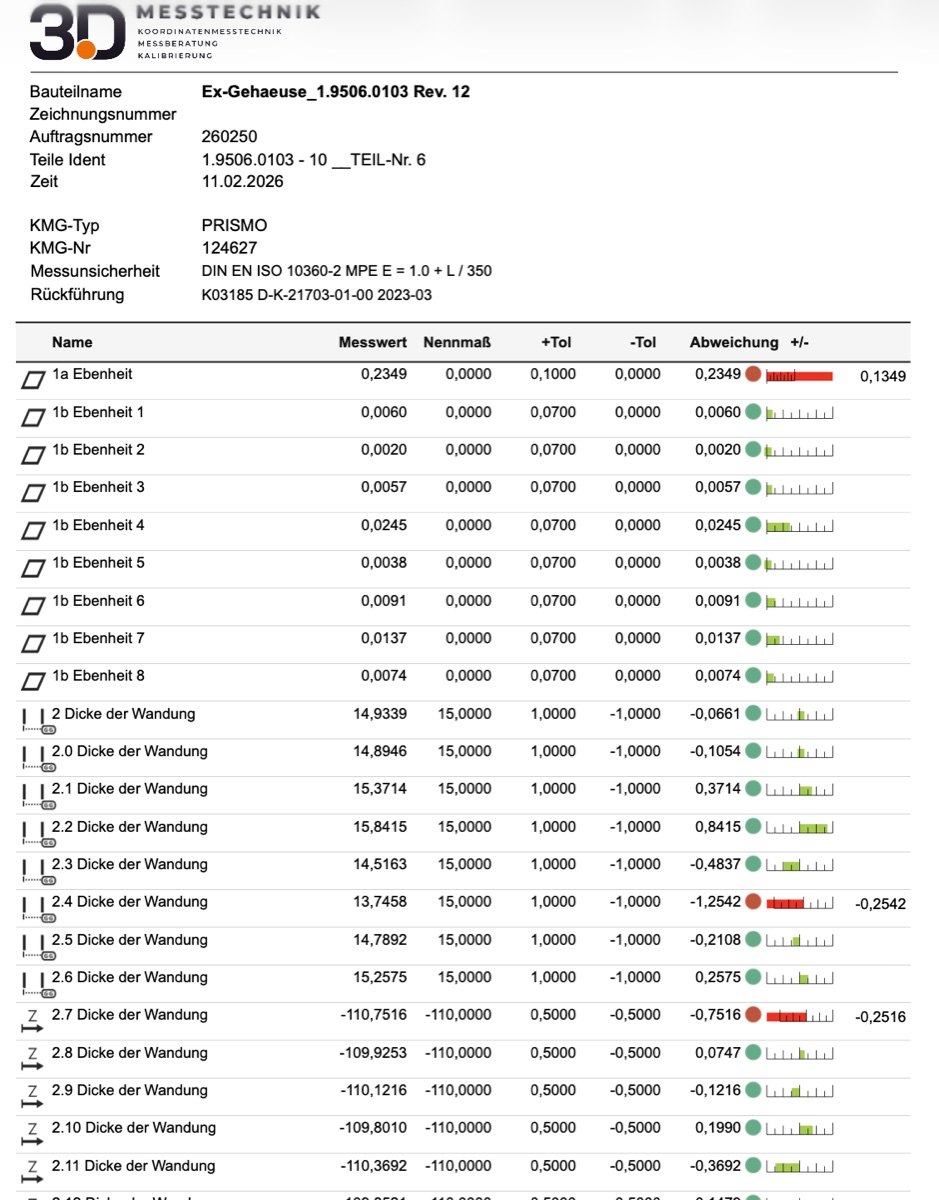
Strukturierter Prüfbericht
Vollständiger Soll-Ist-Vergleich aller Merkmale mit Toleranz, Messwert, Messunsicherheit und Konformitätsaussage (i. O. / n. i. O.) – sauber als PDF und digital archivierbar.
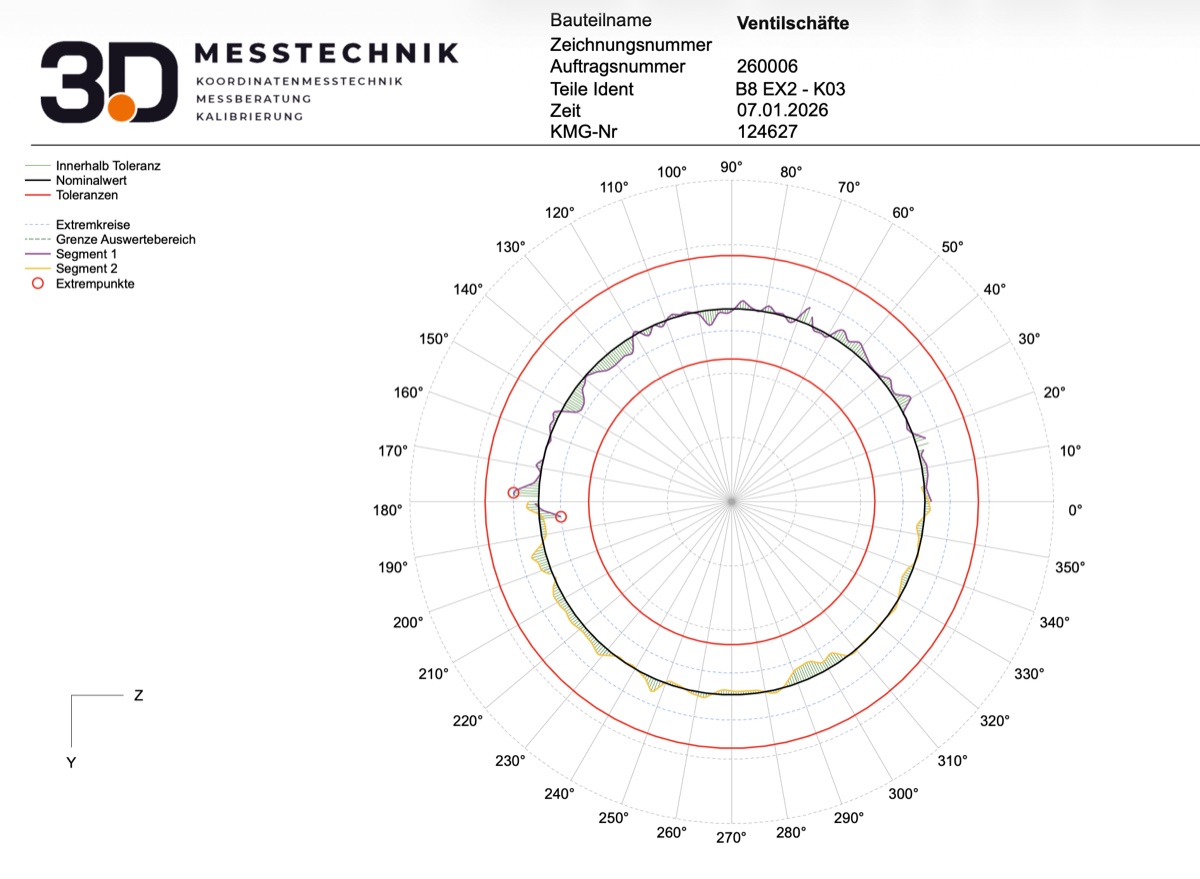
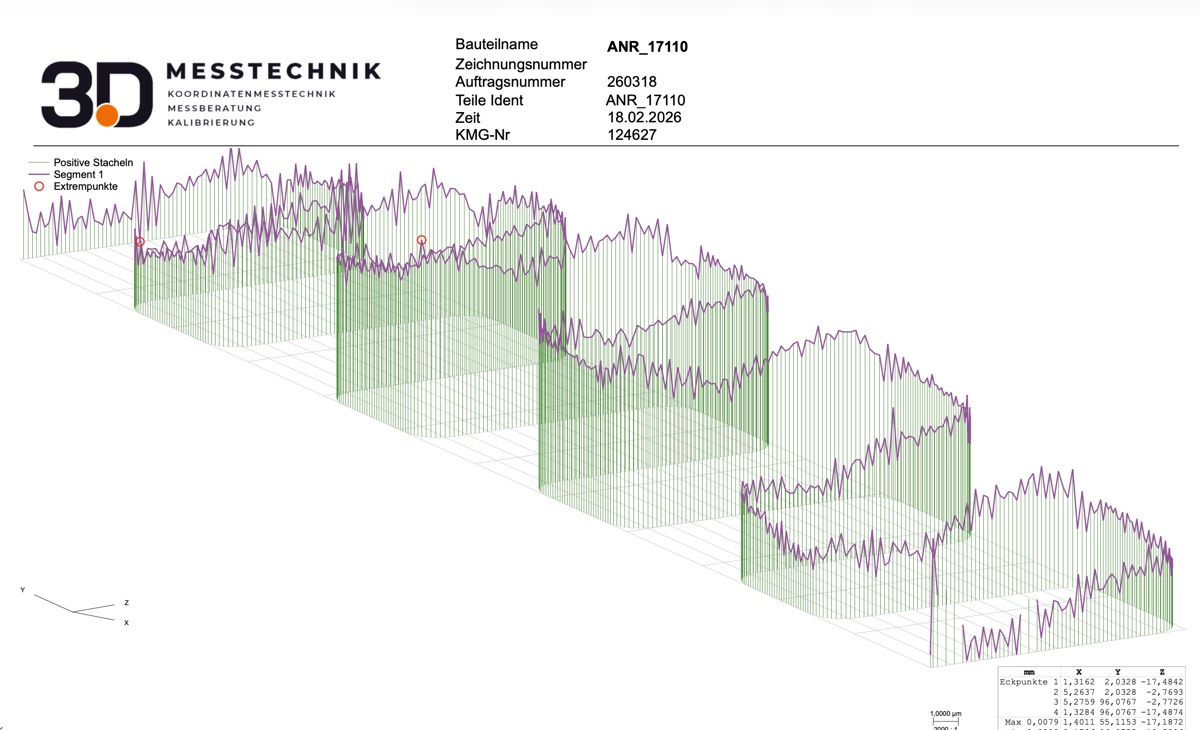
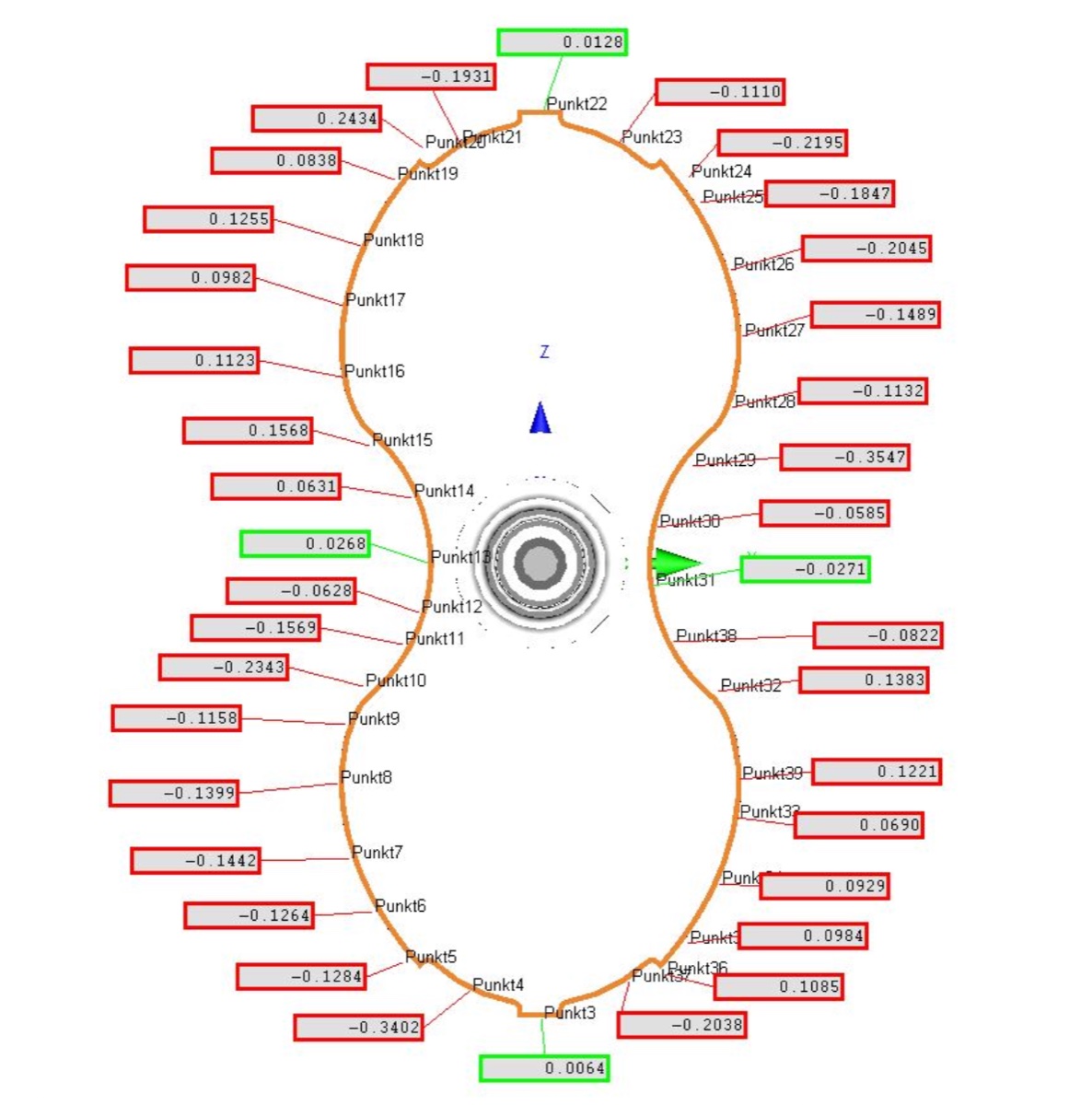
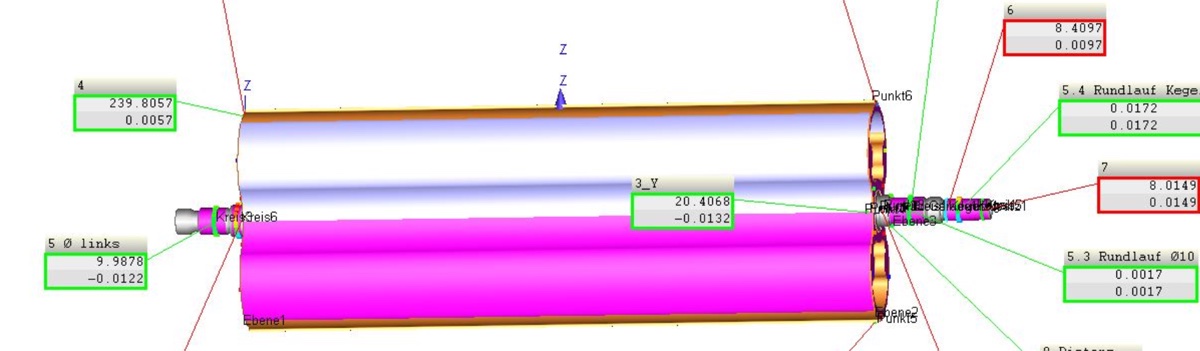
Grafische Auswertung
Visuelle Darstellung der Messergebnisse als Polardiagramm, 3D-Modell oder 2D-Grafik – auf Wunsch mit farbkodierten Abweichungen für einen schnellen Überblick.
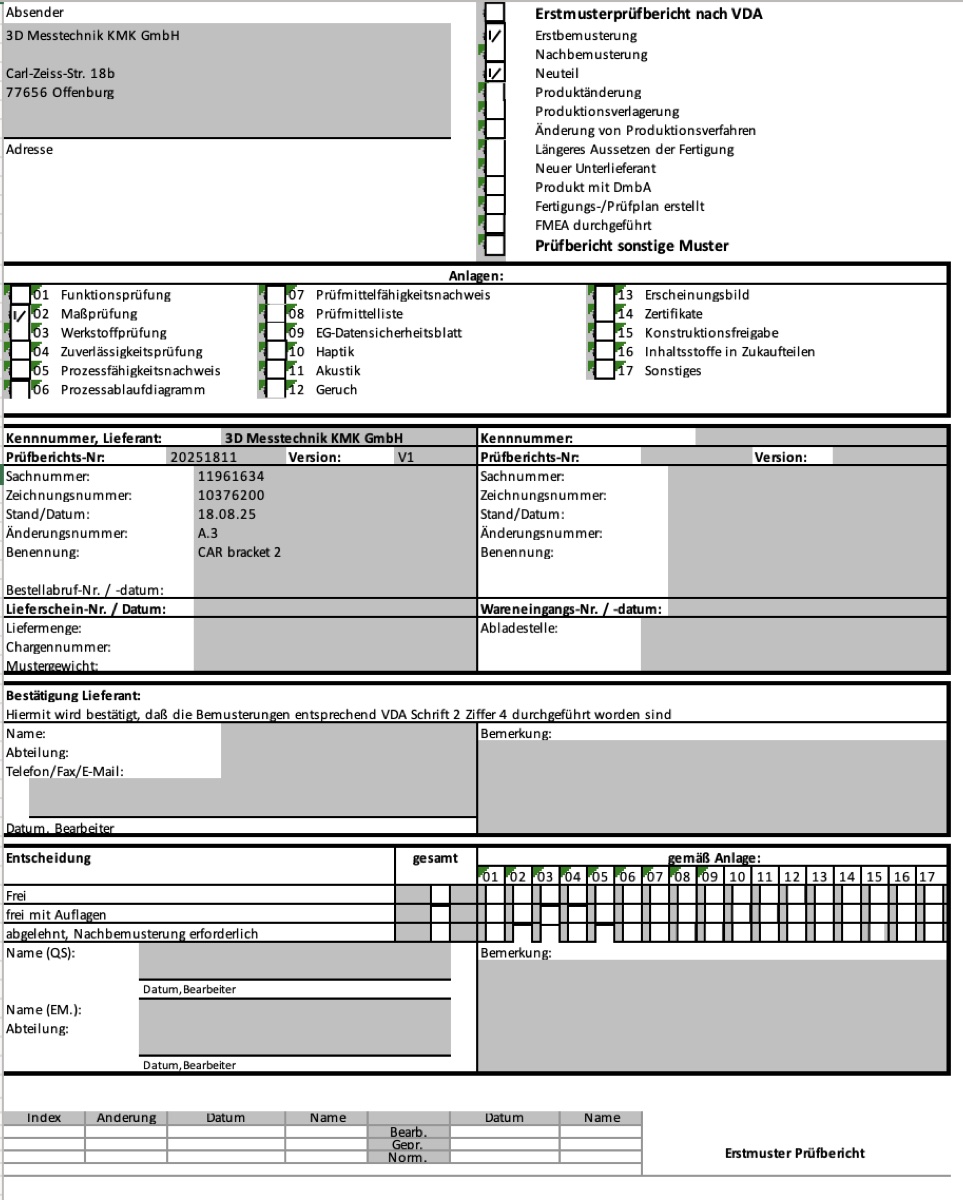
EMPB & PPAP-Dokumentation
Auf Wunsch Erstmusterprüfbericht nach VDA Band 2 oder PPAP Level 3 – inklusive aller Formblätter für Freigabeprozesse in Automotive und Zulieferindustrie.
SPC-Daten für Serien
Messwerte als SPC-taugliche Daten für statistische Prozessregelung, Qualitätsregelkarten und Trendauswertungen in Ihrer Produktion.
CAD-Soll-Ist-Vergleich
Taktile Messpunkte gegen STEP-/IGES-Modell ausgewertet – klare Aussage zur Maß-, Form- und Lageabweichung gegen den konstruktiven Soll-Stand.
Messprogramm für Wiederholmessung
Für wiederkehrende Serien hinterlegen wir das CALYPSO-Messprogramm – künftige Bemusterungen laufen schneller, günstiger und exakt identisch.
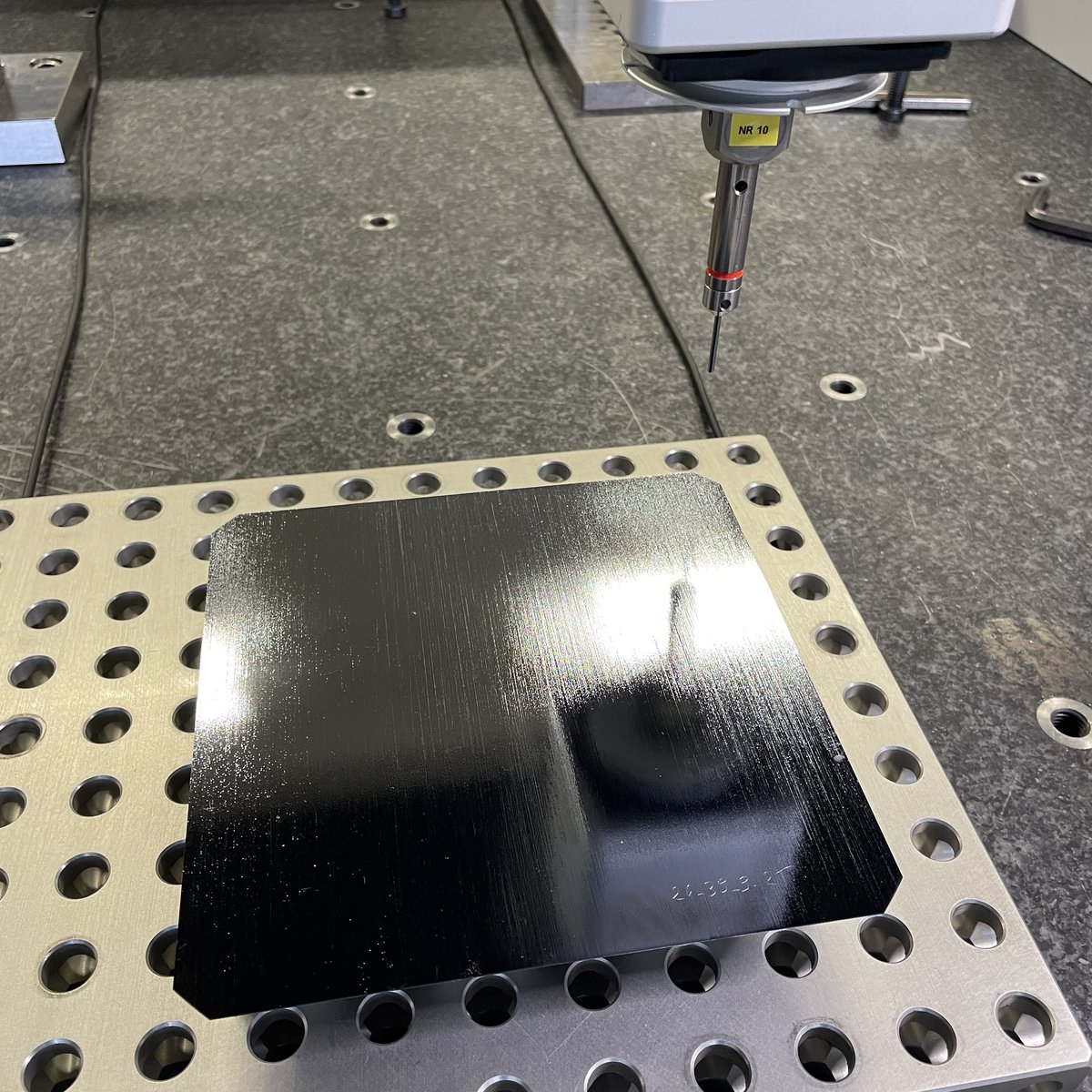
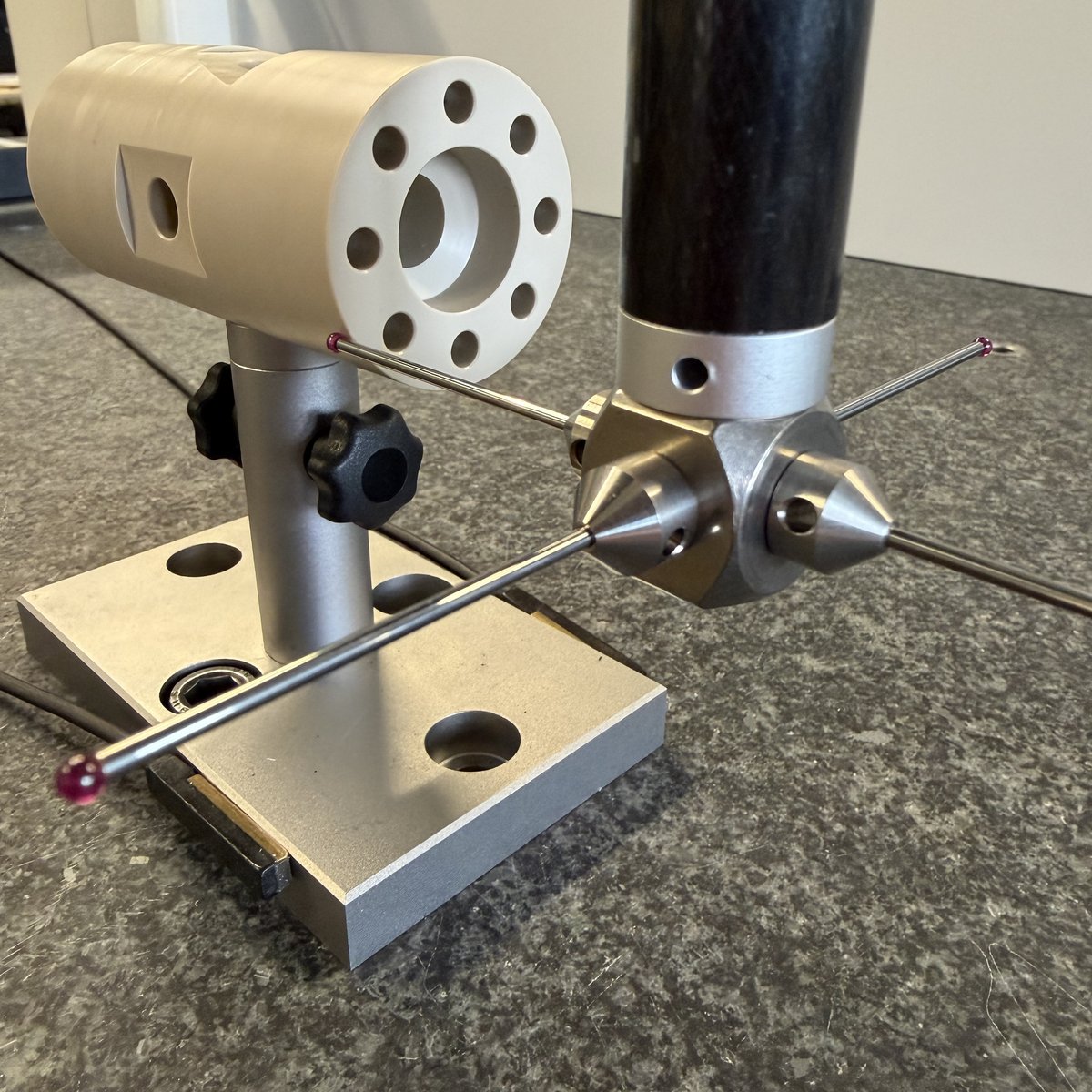
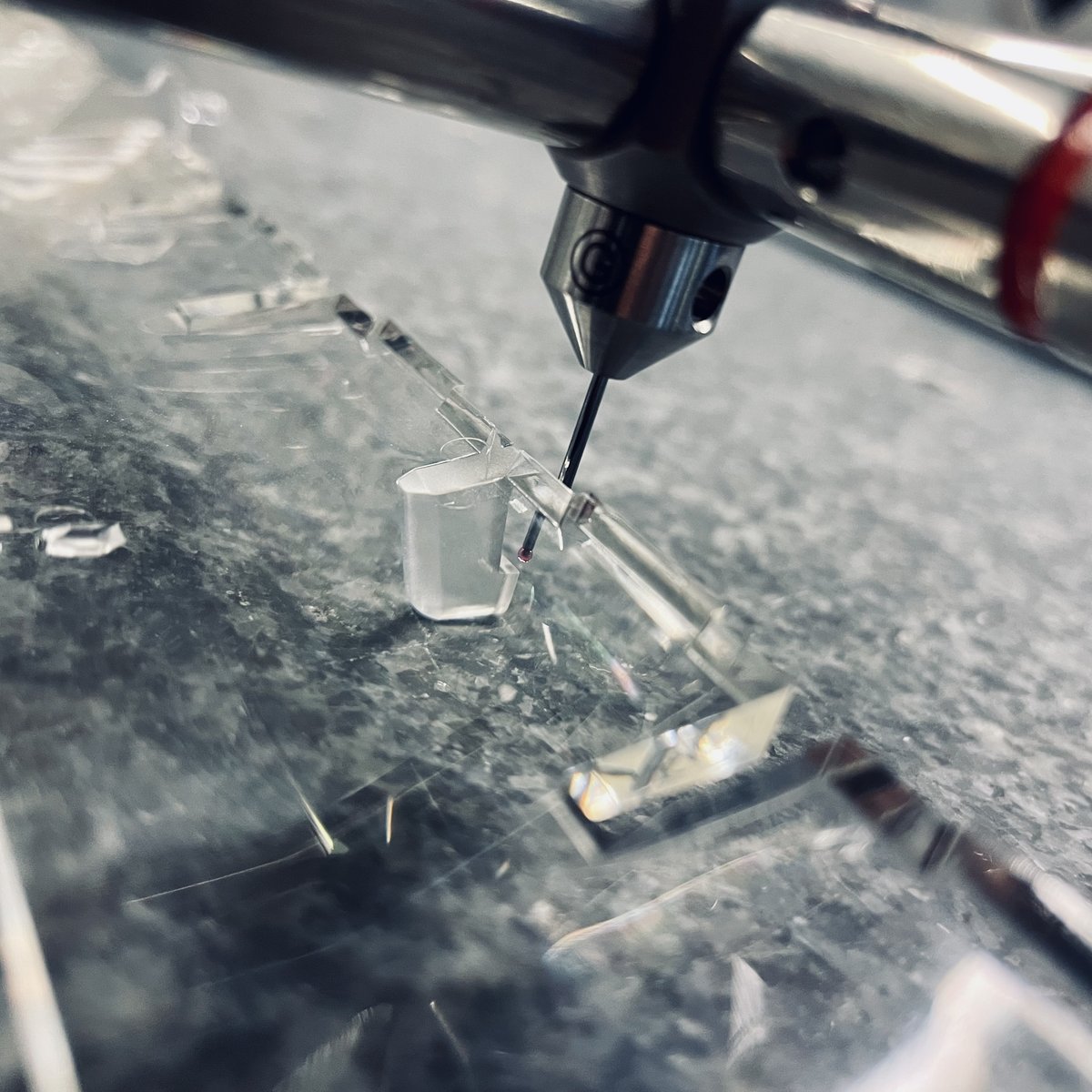
Einblick in unseren Messraum in Offenburg
Technische Aufnahmen aus unserem klimatisierten Messraum – Gerät, Messsituation und Bauteilaufnahme ohne Marketing-Retusche.
FAQ zur taktilen Vermessung
Kurze, präzise Antworten auf die Fragen, die uns im Tagesgeschäft am häufigsten gestellt werden – technisch, kaufmännisch und organisatorisch.
Das könnte Sie auch interessieren
Lohnvermessung →
Externe Messdienstleistung für Einzelteil bis Serie – ohne eigene Messmaschine investieren zu müssen. Taktil, optisch oder kombiniert.
Erstbemusterung (EMPB) →
Vollständige Erstmusterprüfung nach VDA Band 2 oder PPAP – taktil auf ZEISS PRISMO mit auditfester Dokumentation.
Optische Vermessung →
Berührungsloser 3D-Scan für Freiformflächen, Heatmaps und flächigen Soll-Ist-Vergleich – Ergänzung zur taktilen Messung.
Direkter Draht zum Messtechnik-Team
Kein Ticketsystem, keine Warteschleife: Machbarkeit, Priorität und kritische Merkmale besprechen Sie direkt mit dem Team in Offenburg. Eine gute Anfrage führt zum schnellen Festpreis – die wichtigsten Unterlagen haben wir rechts zusammengestellt.
Was Sie für ein belastbares Festpreisangebot mitschicken sollten
- Technische Zeichnung als PDF – idealerweise gestempelt, mit bewerteten Maßen und klar definierten Bezügen
- CAD-Modell – STEP, IGES, CATPart, JT oder X_T
- Stückzahl und Berichtsumfang – Prüfbericht Standard, EMPB nach VDA 2 oder PPAP Level 3
- Kritische Merkmale markiert – farbige Kennzeichnung spart Aufwand und Preis
- Optional – allgemeintolerierende Norm (z. B. ISO 2768), Wunschtermin, NDA-Formular